| 时代TH200数显A型邵氏硬度计 |
| 时代THBRV-187.5D/THBRVP-187.5E电动(数显 |
| 时代THB-3000E/THBS-3000E/THBS-3000DB直读 |
| THBP-62.5数显小负荷布氏硬度计 |
| TMVP-1/TMVP-1S大屏数显自动(手动)转 |
| 时代TMVM-1触摸屏显微维氏硬度计 |
金属维氏硬度试验方法第1部分GB-T4340
金属维氏硬度试验方法第1部分GB-T4340
前 言
金属维氏硬度试验方法第1部分GB-T4340等效采用国际标准ISO 6507-1:1997《金属材料 维氏硬度 第1部分:试验方法》。除了对试样表面质量及试验数据点规定较详细之外,在技术内容上完全与ISO 6507-1相同。
金属维氏硬度试验方法第1部分GB-T4340是在合并如下标准的基础上修订的:
GB/T 4340-1984 《金属维氏硬度试验方法》。
GB/T 5030-1985 《金属小负荷维氏硬度试验方法》。
GB/T 4342-1991 《金属显微维氏硬度试验方法》。
自金属维氏硬度试验方法第1部分GB-T4340标准实施之日起,代替GB/T 4340-1984《金属维氏硬度试验方法》、GB/T 5030-1985《金属小负荷维氏硬度试验方法》和GB/T 4342-1991《金属显微维氏硬度试验方法》。
ISO 前言
ISO(国际标准化组织)是由各国标准化团体(ISO成员团体)组成的世界性的联合会。制定国际标准的工作通常由ISO的技术委员会完成,各成员团体若对某技术委员会确立的项目感兴趣,均有劝参加该委员会的工作。与ISO保持联系的各国际组织(官方的或非官方的)也可参加有关工作。在电工技术标准化方面,ISO与国际电工委员会(IEC)保持密切合作关系。
由技术委员会通过的国际标准草案提交各成员团体表决,需取得至少75%参加表决的成员团体的同意,才能作为国际标准正式发布。
ISO 6507-1国际标准草案是由ISO/TC164委员会下属的金属力学试验SC3硬度试验分委员会起草的。
ISO 6507-1第二版取代了如下标准:ISO 6507-1:1982、ISO 6507-2:1983、ISO 6507-3:1989、ISO 409-2:1983及ISO/DIS 409-3:1992。修改如下:
—按试验力范围将三个不同的国际标准(ISO 6507-1:1982、ISO 6507-2:1983、ISO 6507-3:1989)合并为一个新标准草案:ISO 6507。
—将ISO 409-1:1982、ISO 409-2:1983及ISO/DIS 409-3:1992三个平面维氏硬度值计算表合并为ISO 6507中的附录C。
—试验方法中规定了压痕对角线长度范围为0.020~1.400mm。
—如果两压痕对角线长度之差大于5%时,应在试验报告中注明。
—增加了第8条—试验结果误差。
—增加了提示性附录D“使用者对硬度计误差的检查”。
ISO 6507以金属材料维氏硬度试验为标题,由如下三部分组成:
—第1部分:试验方法
—第2部分:硬度计的校验;
—第3部分:标准块的标定。
中 华 人 民 共 和 国 国 家 标 准
GB/T 4340.1-1999
金属维氏硬度试验 eqv ISO 6507-1:1997
第1部分:试验方法 代替GB/T 4340-1984
Metallic materials—Vickers hardness test GB/T 5030-1985
Part 1:Test method GB/T 4342-1991
金属维氏硬度试验方法第1部分GB-T4340 1、范围
金属维氏硬度试验方法第1部分GB-T4340标准规定了金属维氏硬度试验的原理、符号及说明、硬度计、试样方法及试验报告。
金属维氏硬度试验方法第1部分GB-T4340标准按三个试验力范围规定了测定金属维氏硬度的方法(见表1)。
|
试验力范围,N |
硬度符号 |
试验名称 |
|
F≥49.03 |
≥HV5 |
维氏硬度试验 |
|
1.961≤F<49.03 |
HV0.2~<HV5 |
小负荷维氏硬度试验 |
|
0.09807≤F<1.961 |
HV0.01~<HV0.2 |
显微维氏硬度试验 |
金属维氏硬度试验方法第1部分GB-T4340标准规定维氏硬度压痕对角线的长度范围为0.020~1.400mm。
特殊材料或产品的维氏硬度试验应在相关标准中规定。
金属维氏硬度试验方法第1部分GB-T4340 2、引用标准
下列标准所包含的条文,通过在本标准中引用而构成为金属维氏硬度试验方法第1部分GB-T4340标准的条文。金属维氏硬度试验方法第1部分GB-T4340标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性,
GB/T 4340.2-1999 金属维氏硬度试验 第2部分:硬度计的检验
金属维氏硬度试验方法第1部分GB-T4340 3、原理
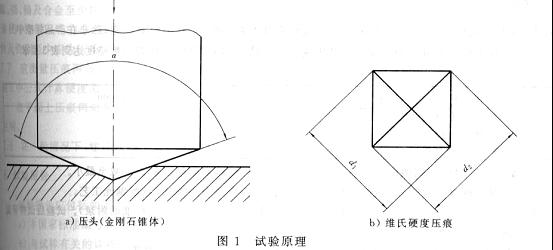
将顶部两相对面具有规定角度的正四棱锥体金刚石压头用试验力压入试样表面,保持规定时间后,卸除试验力,测量试样表面压痕对角线长度(见图1)。
维氏硬度是试验力除以压痕表面积所得的商,压痕被视为具有正方形基面并与压头角度相同的理想形状。
金属维氏硬度试验方法第1部分GB-T4340 4、符号及说明
4.1符号及说明见表2及图1。
表2
|
符号 |
说明 |
单位 |
|
a |
金刚石压头顶部两相对面夹角(136°) |
|
|
F |
试验力 |
N |
|
d |
两压痕对角线长度d1和d2的算术平均值 |
mm |
|
HV |
维氏硬度=常数×(试验力/压痕表面积)=0.102[2Fsin(136°/2)]/d2≈0.1891(F/ d2) |
|
|
注:常数=1/gn=1/9.80665≈0.102。 |
||
4.2 维氏硬度用HV表示,符号之前为硬度值,符号之后按如下顺序排列:
a) 选择的试验力值(见表4);
b) 试验力保持时间(10~15s不标注)。
示例:
640HV30表示在试验力为294.2N下保持10~15s测定的维氏硬度值为640。
640HV30/20表示在试验力为294.2N下保持20s测定的维氏硬度值为640。
金属维氏硬度试验方法第1部分GB-T4340 5、硬度计
5.1 硬度计应符合GB/T4340.2规定,在要求的试验力范围内施加规定的试验力。
5.2 压头应是具有正方形基面的金刚石锥体,并符合GB/T4340.2规定。
5.3 维氏硬度压痕测量装置应符合/4340.2相应要求。
注:附录C(提示的附录)中示出了使用者检查硬度计误差的方法。(见相关国家标准栏目)
金属维氏硬度试验方法第1部分GB-T4340 6、试样
6.1 试样表面应平坦光滑,试验面上应无氧化皮及外来污物,尤其不应有油脂,除非在产品标准中另有规定。试样表面的质量应能保证压痕对角线长度的精确测量,建议试样表面粗糙度达到表3要求1]。
表3
|
试样类型 |
表面粗糙度参数最大值(Ra),μm |
|
维氏硬度试样 |
0.4 |
|
小负荷维氏硬度试样 |
0.2 |
|
显微维氏硬度试样 |
0.1 |
6.2 制备试样时应使例如由于发热或冷加工等因素对试样表面硬度的影响减至最小。
由于显微硬度压痕很浅,加工试样时建议根据材料特性采用抛光/电解抛光工艺。
6.3 试样或试验层厚度至少应为压痕对角线长度的1.5倍,见附录A(标准的附录)。试验后试样背面不应出现可见变形痕迹。
6.4 对于在曲面试样上试验的结果,应使用附录B(标准的附录)进行修正。
6.5 对于小截面或外形不规则的试样,可将试样镶嵌或使用专用支承台进行试验,
金属维氏硬度试验方法第1部分GB-T4340 7、试验方法
7.1 试验一般在10~35℃室温下进行。对于温度要求严格的试验,室温应为23±5℃。
7.2 应选用表4中示出的试验力进行试验。
采用说明
1]在ISO 6507-1中无本条表3规定。
表4
|
维氏硬度试验 |
小负荷维氏硬度试验 |
显微维氏硬度试验 |
|||
|
硬度符号 |
试验力,N |
硬度符号 |
试验力,N |
硬度符号 |
试验力,N |
|
HV5 |
49.03 |
HV0.2 |
1.961 |
HV0.01 |
0.09807 |
|
HV10 |
98.07 |
HV0.3 |
2.942 |
HV0.015 |
0.1471 |
|
HV20 |
196.1 |
HV0.5 |
4.903 |
HV0.02 |
0.1961 |
|
HV30 |
294.2 |
HV1 |
9.807 |
HV0.025 |
0.2452 |
|
HV50 |
490.3 |
HV2 |
19.61 |
HV0.05 |
0.4903 |
|
HV100 |
980.7 |
HV3 |
29.42 |
HV0.1 |
0.9807 |
|
注: 1.维氏硬度试验可使用大于980.7N的试验力。 2. 显微维氏硬度试验的试验力为推荐值。 |
|||||
7.3 试样支承面应清洁且无其他污物(氧化皮、油脂、灰尘等)。试样应稳固地放置于刚性支承台上以保证试验中试样不产生位移。
7.4 使压头与试样表面接触,垂直于试验面施加试验力,加力过程中不应有冲击和振动,直至将试验力施加至规定值。从加力开始至全部试验力施加完毕的时间应在2~10s之间。对于小负荷维氏硬度试验和显微维氏硬度试验,压头下降速度应不大于0.2mm/s。
7.5 在整个试验期间,硬度计应避免受到冲击和振动。
7.6 任一压痕中心距试样边缘距离,对于钢、铜及铜合金至少应为压痕对角线长度的2.5倍;对于轻金属、铅、锡及合金至少应为压痕对角线长度的3倍。
两相邻压痕中心之间距离,,对于钢、铜及铜合金至少应为压痕对角线长度的3倍;对于轻金属、铅、锡及合金至少应为压痕对角线长度的6倍。如果相邻两压痕大小不同,应以较大压痕确定压痕间距。
7.7 应测量压痕两条对角线的长度,用其算术平均值按附录C(标准的附录)查出维氏硬度值,也可按表2中公式计算硬度值。
在平面上压痕两条对角线的长度之差应不超过对角线平均值的5%,如果超过5%,则应在试验报告中注明。
7.8 在一般情况下,建议对每个试样报出三个点的硬度测试值2]。
金属维氏硬度试验方法第1部分GB-T4340 8、试验报告
试验报告应包括如下内容:
a)本国家标准编号;
b)与试样有关的详细资料;
c)试验结果;
d)不在本标准规定之内的各种操作;
e)影响试验结果的各种细节;
f)如果试验温度不在7.1规定范围时,应注明试验温度。
注:
1、仅在试验力相同的条件下,才可以对硬度值作精确比较。
2、尚无普遍通用的方法将维氏硬度精确地换算成其他硬度或抗拉强度。因此应避免这种换算,除非通过对比试验建立换算的基础。
3、应注意材料的各向异性,例如经过严重冷加工变形的材料,在这些材料上压出的压痕,两条对角线长度会明显不同。如有可能,应使压痕对角线方向与冷加工变形方向呈45°角,应在材料产品技术条件中对压痕两对角线长度差进行限定。
4、有迹象表明,一些材料对变形速度比较敏感,它会改变材料的屈服强度,因此压痕变形速度对硬度值也会有相应影响。
相关金属维氏硬度试验方法第1部分GB-T4340附件信息见相关国家标准栏目。
阅读本文的用户还对以下文章感兴趣:
维氏硬度计(GB/T4340.1—1999)
金属维氏硬度试验方法第1部分GB-T4340附录
相关产品硬度标准目录