| 时代TH200数显A型邵氏硬度计 |
| 时代THBRV-187.5D/THBRVP-187.5E电动(数显 |
| 时代THB-3000E/THBS-3000E/THBS-3000DB直读 |
| THBP-62.5数显小负荷布氏硬度计 |
| TMVP-1/TMVP-1S大屏数显自动(手动)转 |
| 时代TMVM-1触摸屏显微维氏硬度计 |
铝塑板GBT17743-1999
中华人民共和国行业标准
铝塑复合板
Aluminium-plastic composite panel
GB/T17743-1999
铝塑板GBT17743-1999一、 范围
铝塑板GBT17743-1999标准规定了铝塑复合板(以下简称铝塑板)的分类、技术要求、试验方法、检验规则、标志、包装、贮存和运输。
铝塑板GBT17743-1999标准主要适用于建筑装饰用的铝塑板,其他用途的铝塑板也可参照本标准。
铝塑板GBT17743-1999二、引用标准
下列标准所包含的条文,通过在铝塑板GBT17743-1999标准中引用而构成为铝塑板GBT17743-1999标准的条文。铝塑板GBT17743-1999标准出版时,所示版本均为有效,所有标准都会被修订,使用铝塑板GBT17743-1999标准的各方应探讨使用下列标准最新版本的可能性,
GB178-1977(1989)水泥强度试验用标准砂
GB191-1990包装储运图示标志
GB/T1634-1979塑料弯曲负载热变形温度(简称热变形温度)试验方法
GB/T1720-1979(1989)漆膜附着力测定法
GB/T 1732-1993漆膜耐冲击性测定法
GB/T1740-1979(1989)漆膜耐湿热测定法
GB/T 1766-1995色漆和清漆涂层老化的评级方法(NEQ ISO4628-1:1980)
GB/T1771-1991色漆和清漆耐中性盐雾性能的测定(EQV ISO7253:1984)
GB/T2790-1995胶粘剂180°剥离强度试验方法,挠性材料对刚性材料(EQV ISO 8510-2:1990)
GB/T3880-1997铝及铝合金轧制板材(NEQ ASTM B209)
GB/T4957-1985非磁性金属基体上非导电覆盖层厚度测量涡流方法(EQV ISO 2360:1982)
GB/T6388-1986运输包装收发货标志
GB/T6739-1996涂膜硬度铅笔测定法(EQV JIS K5400:1990)
GB/T9266-1988建筑涂料涂层耐洗刷性的测定(MEQ JIS K 1663:1981)
GB/T9266-1988色漆和清漆黑漆膜的划格试验()EQV ISO 2409:1972
GB/T9754-1988色漆和清漆不含金属颜料的色漆漆膜之20°、60°和85°镱面光泽的测定(EQV ISO2813:1978)
GB/T9780-1988建筑涂料涂层耐沾污性试验方法
/T11718。1989中密度纤维板 静曲强度和弹性模量的测定
GB/T11942-1989彩色建筑材料色度测量方法
GB/T16259-1996彩色建筑材料人工气候加速颜色老化试验方法
铝塑板GBT17743-1999三、定义
铝塑板GBT17743-1999标准采用下列定义:
3.1 铝塑复合板 aluminium-plastic composite panel
以塑料为芯层,外贴铝板的三层复合板材,并在表面施加装饰性或保护性涂层。
3.2 波纹 wave
产品装饰面波浪形的纹路或凹凸
3.3 疵点 spot
产品装饰面涂层的局部缺陷
3.4 鼓泡 bubble
产品装饰面的局部凸起
铝塑板GBT17743-1999四、分类
4.1 品种
4.1.1 按产品的用途分为外墙铝塑板和内墙铝塑板。
4.1.2 按表面涂层材质,铝塑板分为氟碳树脂型、聚酯型、丙烯酸树脂型等。
4.2 规格尺寸
长度,mm:2000、2 440、3 200
宽度,mm:220、1 250。
厚度,mm:4。
注:其他规格尺寸的铝塑板,可由供需双方商度。
4.3 等级
按外观质量将铝塑板分为优等品(代号A)和合格品(代号B)两个等级。
4.4标记
4.4.1代号
外墙铝塑板 代号为W;
内墙铝塑板 代号为N;
氟碳树脂涂层 代号为FC;
聚酯树脂涂层 代号为PET;
丙烯酸树脂涂层 代号为AC;
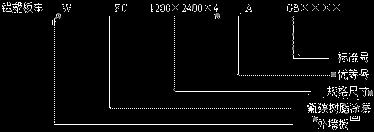
4.4.2 标记方法
按铝塑板产品名称、用途、涂层材质、规格尺寸、等级和标准编号顺序进行标记。
4.4.3标记示例
规格为1 220 mm× 2 440 mm×4 mm涂层材质为氟碳树脂的优等品外墙铝塑板,其标记为
铝塑板GBT17743-1999五、要求
5.1 厚度要求
外墙板厚度不小于4 mm,内墙板厚度不小于3 mm
5.2 原材料要求
铝塑板所用铝材应为符合GB/T3880要求的防锈铝(内墙板也可使用纯铝)。外墙板所用铝板厚度不小于0.5 mm,内墙板所用铝板厚度不小于0.2
mm。外墙板涂层应采用70%的氟碳树脂。
5.3 铝基板预处理要求
所用铝基板应经过多级清洗和预处理,以去除铝基板表面的油污、脏物和自然形成的松散的氧化层,并形成一层紧密的化学转化膜,以利于涂层的牢固粘结。
5.4 尺寸允许偏差
铝塑板尺寸允许偏差应符合表1要求
表1
|
项目 |
允许偏差值 |
|
长度,mm |
3 |
|
宽度,mm |
2 |
|
厚度,mm |
0.2 |
|
对角线差,mm |
≤5 |
|
边沿不直度mm/m |
≤1 |
|
翘曲度mm/m |
≤5 |
注:其他规格的尺寸允许偏差,可由供需双方商定。
5.5 外观质量
铝塑板外观应整洁,涂层不得有漏涂或穿透涂层厚度的损伤,铝塑板正反面不得有塑料外露,铝塑板装饰面不得有明显压痕印痕和凹凸等残迹。
铝塑板外观缺陷应符合表2要求
表2
|
缺陷名称 |
缺陷规定 |
范围 |
|
|
优等品 |
合格品 |
||
|
波纹 |
- |
不允许 |
不明显 |
|
鼓泡 |
≤10mm |
不允许 |
不超过1个/ m2 |
|
疵点 |
≤3mm |
不超过3个/m2 |
不超过10个/ m2 |
|
划伤 |
总长度 |
不允许 |
≤100mm/ m2 |
|
擦伤 |
总面积 |
不允许 |
≤300m m2 /m2 |
|
划伤、擦伤总处数 |
|
不允许 |
≤4 |
|
色差 |
色差不明显;若用仪器测量,△E≤2 |
||
5.6 物理力学性能
铝型板的物理力学性能应符合表3的规定
表3
|
项目 |
技术要求 |
||
|
外墙板 |
内墙板 |
||
|
涂层厚度µm |
≥25 |
≥16 |
|
|
光泽度偏差 |
光泽度≥70时,极限值的误差≤5 |
||
|
铅笔硬度 |
≥HB |
||
|
涂层柔韧性,T |
≥2 |
≥3 |
|
|
附着力,级 |
不次于1级 |
||
|
耐冲击性 |
50kg .cm不脱漆、无裂痕 |
||
|
耐磨耗性,L/µm |
≥5 |
|
|
|
耐沸水性 |
无变化 |
|
|
|
耐 |
耐沾污性 |
≤15% |
|
|
耐酸性 |
无变化 |
||
|
耐碱性 |
无变化 |
||
|
耐用油性 |
无变化 |
||
|
耐用溶剂性 |
无变化 |
||
|
耐洗刷性 |
≥10 000次无变化 |
||
|
耐人 |
色差 |
≤3.0 |
|
|
失光等级 |
不次于2级 |
|
|
|
其他老化性 |
0级 |
|
|
|
耐用盐雾性 |
不次于2级 |
|
|
|
面密度,kg/ m2 |
规定值±0.5 |
||
|
弯曲强度,MPa |
≥100 |
≥60 |
|
|
弯曲弹性模量,MPa |
≥2.0×104 |
≥1.5×104 |
|
|
贯穿阻力,KN |
≥9.0 |
≥5.0 |
|
|
剪切强度,MPa |
≥28.0 |
≥20.0 |
|
|
180°剥离强度,N/ mm |
≥7.0 |
≥5.0 |
|
|
耐温差性 |
无变化 |
||
|
热膨胀系数,℃-1 |
≤4.00×10-5 |
|
|
|
热变形温度,℃ |
≥105 |
≥95 |
|
铝塑板GBT17743-1999六、试验方法
6.1 尺寸允许偏差
厚度偏差的检验:用精度为0.01 mm的千分尺,测量板四边向内20 mm的四角和四边中间向内20 mm处共8点。
长度偏差的检验:在板宽的两边,宽度在板长的两边用精度为1 mm的钢卷尺测量,精确至1mm。
对角线差的检验:用精度为1 mm的钢卷尺测量两对角线长度之差值,精确至1 mm。
边缘不直度的检验:将板平放于水平台上,用1000 mm规格的钢直尺的侧边紧贴板边,再用塞尺测量出板的边缘与钢直尺间最大间隙,精确至0.1 mm。
翘曲度的检验:把板的凹面向上放置在水平台上,用1000 mm规格的钢直尺倒立于板的凹面上,再用一精度为1
mm的直尺测量钢直尺与板之间的最大弦高,即为翘曲度,精确至1 mm。
检验结果均应符合表1要求
6.2 外观质量
外观质量的检验应在自然光条件下进行(照度约为300IX)。将板倒立,板与水平面夹角为70°±10°,距板心3m处目测。对目测到的各种缺陷,使用精度为1
mm的直尺测量其最大尺寸,该最大尺寸不得超过表2中缺陷规定的上限,检查需两人进行,抽取和铺放试样者不参与检验。
若用仪器测量色差,按GB/T11942的方法进行。
6.3 物理力学性能的检验
6.3.1 试样应在23℃±2℃相对湿度为50%±10%下至少放置24h,除特殊规定外,试验应在该条件下进行。
6.3.2 试样的制备
选择适当部位在三张板上切取试样,试样的尺寸及数量见表4。切取时距板边距离不得少于50 mm。
表4试样尺寸和数量
|
检验项目 |
试样部位 |
试样尺寸 |
试样数量 |
|
涂层厚度、光泽度 |
1 |
300×300 |
3 |
|
耐人工候老化 |
2 |
100×100 |
3 |
|
铅笔硬度 |
3 |
100×200 |
3 |
|
涂层柔韧性 |
4 |
25×350 |
3 |
|
附着力 |
5 |
50×120 |
3 |
|
耐冲击性 |
6 |
50×120 |
3 |
|
耐磨耗性 |
7 |
150×200 |
3 |
|
耐沸水性 |
8 |
100×100 |
6 |
|
耐酸性 |
9 |
100×100 |
3 |
|
耐碱性 |
10 |
100×100 |
3 |
|
耐油性 |
11 |
100×100 |
3 |
|
耐溶剂性 |
12 |
100×150 |
3 |
|
耐洗刷性 |
13 |
150×400 |
3 |
|
面密度、耐沾污性 |
14 |
500×500 |
3 |
|
耐温差性 |
15 |
200×200 |
3 |
|
热膨胀系数 |
16 |
250×250 |
3 |
|
热变形温度 |
17 |
25×20 |
6 |
|
弯曲强度 |
18 |
50×200 |
6 |
|
弯曲弹性模量 |
19 |
50×200 |
6 |
|
剪切强度 |
20 |
50×50 |
6 |
|
108°剥离强度 |
21 |
25×350 |
6 |
|
耐盐雾性 |
22 |
100×150 |
3 |
6.4 涂层厚度
涂层厚度是指涂层的总厚度,其测量GB/T4957的规定进行试验结果的最小值应满足表3要求。
6.5 光泽度偏差
光泽度的测量按GB/T9754的规定进行。计算全部测试值之极限值误差。
6.6 铅笔硬度
铅笔硬度的测量按GB/T6739的规定进行,取三块试样中的最小硬度值为试验结果。
6.7 涂层柔韧性
6.7.1 方法概述
涂层柔韧性是反涂层铝板绕自身裹卷108°弯曲,借助低倍放大镜(5至10倍)检查涂层有无出现开裂或脱落等破坏现象,当弯曲后涂层不再出现破坏时结束。
6.7.2 试验方法
将涂层板从试样上揭下(不得对涂层有损伤),以此作为试验试样。试样绕自身弯曲,留出距边13——20
mm的距离便于夹持,涂层朝外,弯曲90°,用带有光滑的钳口的虎钳夹紧成108°称为OT,用放大镜检查涂层有无开裂或脱落;如有,再继续紧贴试样并绕试样自身弯曲80°,称为T,重复OT的步骤进行检查。按上述方法做2T、3T直到涂层无开裂或脱落产生为止。
6.7.3 取三块试样中T值最大者为试验结果。
6.8 附着力
附着力试验按GB/T9286的规定进行,仲裁按GB/T1720的规定进行;取三块试样中的最低附着力为试验结果。
6.9 耐磨耗性
6.10.1 方法简介
用落砂法进行涂层耐磨耗性能的检验。采用符合GB178标准要求的标准砂,通过导管从规定的高度落到涂层板上,不断加砂,直至磨至露出一定尺寸的铝板时为止。以磨掉单位涂层厚度所用的标准砂量作为该涂层的耐磨耗性。
6.10.2 仪器要求
仪器结构应导管竖直放稳,导管内径19mm,长914 mm,管口到涂层板的最近点为25 mm,图层板与导管成45°角。
6.10.3 试验方法
a)在每个涂层板上划三个25 MM,的圆形区域,按照6.4在每个区域内至少测涂层厚度三次,取平均值做为涂层厚度。
b)试样放在耐磨耗性试验机上,调整试样使板上的圆形区域之一的中心正好在导管的正下方。倒入标准砂,通过导管冲击试样。落砂流量应控制在7L/min±0.5L/min,不断加入标准砂,直至磨到露出直径为4
mm圆点的铝板为止。
A) 依次磨耗试样上下的两个区域。
6.10.4 计算
耐磨耗性按下式计算:
A=V/T
式中:A——耐磨耗性,L/µm;
V——磨耗所用的标准砂量,L;
T——涂层厚度,µm。
试验结果以三块试样的九个耐磨耗性的平均值表示,精确到0.1L/µm
6.11 耐化学稳定性
6.11.1 耐酸性、耐碱性、耐油性
将内径不小于50mm的玻璃管的一端用不被化学试剂侵蚀的密封材料粘按在试样涂层面的中心部位,使接触密封良好。将化学试剂倒入管内,使液面高度为20mm±2mm,用玻璃片将管盖严,静置到规定时间后取下试样,洗净擦干,目测试验处有无起泡、变色、剥落等异常现象。外墙板化学试剂为5%HCI(V/V)、5%NaOH(m/m)、20号机油、静置48h;内墙板化学试剂为2%HCI(V/V)、2%
NaOH(m/m)、20号机油,静置24 h。以三块试样中性能最差者为试验结果。
6.11.2 耐溶剂性
用一柔性擦头四层医用纱布,吸饱溶剂后立即在试样涂层表面同一地方以1000g±100g的力来回擦洗100次,目测擦洗处是否有显露内层(即是否有露底)现象。擦洗行程约100
mm,频率约为100次/min,擦头与试样接触面面积为2cm2。试验过程中应使纱布保持浸润。外墙板试验溶剂采用T型,内墙板试验溶剂采用二甲苯。以三块试样中性能最差者为试验结果。
6.11.3 耐洗刷性
耐洗刷性的检验按GB/T9266的规定进行,洗刷次数10 000次。以三块试样中性能最差者为试验结果。
6.11.4 耐沾污性
耐沾污性的检验按GB/T9780的规定进行。共5次循环,取三块试样沾污之平均值为试验结果。
6.12 耐人工候老化
耐人工候老化检验按GB/T16259的规定进行。老化时间为2 000h,累积总辐射能不小于6 000MJ/m2。黑板温度为55℃±3℃,相对湿度为65%±5%。
按GB/T11942测量老化前后涂层之色差,涂层其他老化性能的评定按GB/T1766的规定进行。分别取三块试样色差及失光率之平均值为试验结果,取两位有效数字;涂层其他老化性能的等级以三块试样中性能最差者为试验结果。
6.13 耐盐雾性
耐盐雾性试验方法GB/T1771的规定进行,按GB/T1740的评级方法进行评级。以三块试样中性能最差者为试验结果。
6.14 面密度
用精度为1mm的钢板尺测量试样的纵向和横向各三条平行线的长度(见图4),分别取纵向和横向的平均长度作为纵向和横向的长度。用精度为5g的台秤称出试样的质量。
面密度按式(2)计算;
G/D= L纵·L横
式中:D——面密度,kg/ m2
G——铝塑板质量,kg;
L纵——纵向长度,m;
L横——横向长度,
试验结果以三块试样的平均值表示,取三位有效数字。
6.15 弯曲强度、弯曲弹性模量
弯曲强度、弯曲弹性模量的试验按GB/T11718.8的规定进行。跨距170mm,加载速度7mm/min±0.5mm/min,以最大载荷计算弯曲强度、试验结果取六块试样的算术平均值,保留三位有效数字。
6.16 贯穿阻力、剪切强度。
6.16.1 仪器
a) 能保持恒定加荷速度的试验机,示值相对误码率差不大于±1%,试样最大荷载应在试验机示值的20%~90%之间;
b) 剪切工具:冲孔剪切工具,其构造能使试样严格的卡紧在不动模块和可动模块之间,测试时不发生偏斜。
c) 千分尺,精度为0.01mm
6.16.2试验方法
a) 用千分尺在离中心13 mm对称的四个点测量试样厚度,取其算术平均值作为该试样厚度。
b) 在试样中心钻一个直径为11 mm的小孔。
c) 放置试样于冲模9。5 mm的顶头上,用垫圈和螺帽将其固定紧,装好夹具,拧紧螺栓。
c) 试验收时保速度为1。25 mm/min,记录剪切试样所承受的最大负荷。
6.16.3 结果计算
剪切试样所受最大负荷即为贯穿阻力。剪切强度通过贯穿阻力除以剪切面积计算得出。剪切面积为试样厚度与模具周长的乘积。
试验结果以六块试样的算术平均值表示,保留三位有效数字。
6.17 180° 剥离强度
180°剥离强度的检验按GB/T2790的规定进行。试验结果以六块试样的算术平均值表示,保留三位有效数字。
6.18 耐温差性
将试样置于一40℃±2℃恒温2h,取出立即放入80℃±2℃烘箱中恒温h,此为一个循环,共进行20次循环。然后观察试样表面涂层有无起泡、剥落、开裂及铝塑板粘结层有无开胶等现象。若没有,再进行附着力测定,结果应符合表3规定。以三个试样中性能最差者为试验结果。
6.19 热膨胀系数
铝朔板热膨胀系数是温度每变化1℃,试样长度变化值与其原始值之经比,单位为℃-1。
6.19.1 试验方法
用精度为0.02
mm的游标卡尺测量试样的纵向和横向各三条平行线的长度L0,然后置于温度为-30℃±2℃(T1)的冰柜中,恒温30min后用同样方法测量T1温度下各平等线的长度L1,再放大70℃±1℃(T2)的水浴中恒温30min,再用同样的方法测量T2温度下各平行线的长度L1。
α= ΔL/L·ΔΤ
式中A----热膨胀系数,
△ L──L2─L1,mm;
△ T──T2─T1,C。
试验结果以三块试样的所有热膨胀系数的算术平均值表示,取三位有效数字。
6.20 热变形温度
热变形温度试验按GB/T1634试验方法进行。加热前后试样中点挠度的相对变化量达到0.25 mm,时的温度即为试样的热变形温度。试验载荷
为1.82Mpa(试样的最大弯曲正应力)。试验结果以六块试样热变形温度值的算术平均值表示,精确到1℃。
6.21 耐沸水性
将试样放在盛有蒸馏水的容器内,互不接触,试验过程中应保持水面高出试样50mm加热蒸馏水至99℃±1℃并恒温2h,然后停止加热,让试样在原蒸馏水中自然冷却,取出擦干试样,观察涂层有无起泡、斑点、剥落、开裂、变色及铝塑板粘结层有无开胶等到破坏现象。若没有,再进行附着力的检测,其结果应符合表3规定。以六个试样中性能最差者为试验结果。
铝塑板GBT17743-1999七、检验规则
7.1 出厂检验
每批产品应进行出厂检验,检验项目包括:规格尺寸允许偏差、外观质量、涂层厚度、光泽度偏差、面密度、铅笔硬度、涂层柔韧性、附着力、耐冲击性、耐溶剂性、180°剥离强度。
7.2型式检验
型式检验项目应包括5.4~5.6规定的全部技术要求。
有下列情况之一者,必须进行型式检验:
a)新产品或老产品转厂的试制定型鉴定;
b)正常生产时,每年进行一次型式检验;
c)产品的原料、工艺有较大改变,可能影响产品性能时;
d)产品停产后,恢复生产时;
e)出厂检验结果与上次型式检验有较大的差异时;
f)国家质量监督机构提出进行型式检验的要求时;
7.3 组批与抽样规则
7.3.1 组批:以出厂的同一等级、同一品种、同一规格的产品3 000m2的按一批度算。
7.3.2 抽样:从每批中随机取三张进行检验。
7.4 判定规则
7.4.1 外观质量根据等级指标全部达到规定时,判别该
批产品这些指标符合该等级;若有不符合的项目可再从该批产品中抽取双倍样品对不符合的项目进行一次复测,全部达到规定时判为符合该等级。
7.4.2
尺寸允许偏差、物理力学性能检验的全部项目达到规定的指标时,判该批产品尺寸允许偏差和物理力学性能合格,若有不合格的项目,可再从该批产品中抽取不合格的项目进行一次复测,达到规定时判该项目为合格,否则判该项目不合格。
7.4.3 根据7.4.1和7.4.2的结论判定该产品的等级,应以等级最低项的等级作为该批产品的等级。
铝塑板GBT17743-1999八、标志、包装、运输及贮存
8.1 标志
8.1.1 每张产品应有表示生产方向或安装方向的标志,应注明厂名、商标、产品标记、颜色、批号及生产日期。
8.1.2 包装箱上应有明显的“小心轻放”及“向上”等字样和标样,其图形应符合GB191-1990中1.4的规定。
8.1.3 包装箱的明显部位应有如下标志;
a) 公司名称
b) 产品名称;
c) 生产批号;
d 内装数量;
e) 产品规格;
8.1.4 包装箱上的标志应符合GB/T6388-1986中1.4的规定。
8.2 包装
8.2.1 产品装饰表面应覆盖保护膜。
8.2.2 包装箱应有足够的强度,以保证运输、搬运及堆垛过程中不会损坏,产品在箱内无窜动或挤伤。
8.2.3包装箱内应有产品合格证及装箱单。
合格证上应有如下内容;
a) 公司名称;
b)产品名称、颜色;
c)产品规格;
d)生产批号;
e)检验结果及检验部门印章;
装箱单应有如下内容;
a)公司名称;
b)产品名称、颜色;
c)产品标记;
d)产品秕号;
e)产品数量;
f)包装日期;
8.3 运输
搬运时应轻拿轻放,严禁摔扔。
8.4 贮存
产品应在干燥通风处贮存,按品种、规格、等级、颜色分别堆放,并防止划伤表面。
更多相关国家标准请大家关注:http://www.101718.com/tech/biaozhun/。阅读本文的用户还对以下文章感兴趣:
GB5237_铝合金建筑型材_阳极氧化型材
金属布氏硬度试验国标的演变
黑色金属硬度及强度换算值(适用于低碳钢)